

قطعات زیادی درگیر فرآیند جوشکاری هستند. شناخت تک تک اجزای دخیل در آن برای داشتن درک صحیح از فرآیند حائز اهمیت است. یکی از مهم ترین این قطعات، که نقش به سزایی در کار ایفا میکند سرپیک جوش نام دارد. این ابزار انواع و اقسام گوناگونی داشته و دارای اشکال و کاربردهای متفاوتی است. در این مقاله جزییات بسیار مفیدی از این ابزار شرح داده میشود و نکات خوبی جهت انتخاب سرپیک مناسب و شیوه کار با آن ارائه میشود. در ابتدا سرپیک جوش چیست را پاسخ میدهیم و در ادامه انواع این محصول و کاربردهایی که دارند را شرح میدهیم.
سرپیک جوش چیست؟ کاربرد سرپیک جوش
سرپیک جوش که در برخی از انواع جوشکاری کاربرد دارد، حاوی مجموعهای از قطعات است که در آخرین مرحله از قطعات جوشکاری قرار دارد، به گونهای که جوشکار آن را مستقیما در دست گرفته و عمل جوشکاری را انجام میدهد. سرپیک جوش انرژی مورد نیاز کار را گرفته و نهایتا حرارت مورد نیاز عمل جوش را تحویل میدهد. سرپیکها در دو نوع جوشکاری شامل جوشکاری گازی و جوشکاری برقی از نوع قوس الکتریکی با گاز محافظ کاربرد دارند. در هرکدام از این روشها، سرپیک ساختار ویژه خود را دارد. در ادامه جداگانه هرکدام را، مورد بررسی قرار میدهیم.

کاربرد سرپیک جوش در جوشکاری برقی
در جوشکاری برقی از نوع قوس الکتریکی با گازهای حفاظتی، سرپیک جوش کار انتقال جریان برق به سیم جوش و از سیم جوش به ناحیه جوشکاری را برعهده دارد. طرف دیگر، به طور پیوسته گازهای حفاظتی را به ناحیه قوس الکتریکی وارد میکند تا از چشمه جوش در مقابل جریان هوای آزاد محافظت شود. سرپیک باید در طول لبههای قطعات حرکت داده شود که در جوشکاری های دستی و نیمه اتوماتیک به وسیله جوشکار و در جوشکاری های تمام اتوماتیک به وسیله ربات متحرک این عمل انجام میگیرد.
سیم جوش باید دارای سایز مناسب بوده و درجای خود محکم قرار گرفته باشد چرا که از یک طرف باید جریان الکتریسیته به آن وارد شود و از طرف دیگر باید مصرف شده و به عنوان ماده پر کننده بین دو قطعه کاری مصرف گردد. به کمک مجرایی که برای سیم جوش در نظر گرفته شده، سیم به طور مستقیم در جای خود قرار گرفته و دچار کمانش یا بریدگی نمیشود.
جریان گاز حفاظتی باید به طور یکنواخت و به مقدار کافی ایجاد شود. مقدار آن بستگی به نوع کار دارد. به طور کلی، هرچه ضخامت قطعه کار بیشتر باشد، شدت جریان بیشتری لازم بوده متعاقبا میزان گازهای حفاظتی باید افزایش یابند. در صورت عدم استفاده از گازهای حفاظتی، احتمال وقوع نقص و تخلخل در شیار جوش بسیار زیاد است.
بیشتر بدانیم! : افزایش طول عمر ابزار آلات + 11 نکات مهمانواع سرپیک جوش برای جوشکاری برقی
انواع بسیار گوناگونی از سرپیک جوش در بازار موجود هستند که انتخاب نوع مناسب بستگی به نوع جوشکاری، شدت جریان مورد استفاده، گازهای حفاظتی و سایز الکترود بستگی دارد. به لحاظ نوع گاز حفاظتی مورد استفاده، برخی از کربن دی اکسید استفاده کرده، و برخی دیگر ترکیب آرگون با کربن دی اکسید یا اکسیژن را به کار میگیرند. از لحاظ روش خنک کاری، برخی سرپیکها با آب خنک شده و دارای سیستم گرداننده آب هستند و برخی دیگر با هوای محیط خنک میشوند. به طور کلی در ترکیب گازهای حفاظتی، هرچه درصد کربن دی اکسید بیش تر باشد، سیستم خنک کننده قویتری لازم داریم. برخی سرپیکها مخصوص الکترودهای قابل مصرف بوده و برخی برای الکترودهای مصرف ناپذیر طراحی شده اند. بسته به نوع کاربرد، برخی از انواع سرپیکها دارای گاز حفاظتی بوده و برخی دیگر نیستند. برخی سرپیک ها دارای انتهای خمیده بوده و برخی دیگر مستقیم هستند.
کاربرد سرپیک جوش در جوشکاری گازی
در جوشکاری گازی، سرپیک جوش یک ابزار مکانیکی است که کار تغذیه گازهای سوختی جوشکاری گازی را انجام میدهد. این وسیله، شعلهای که حاصل ادغام سوخت گازی و اکسیژن است را بیرون میدهد تا دو قطعه فلزی را ذوب کرده و با یک اتصال محکم به یکدیگر جوش کند. این ابزار در بسیاری از بخش های صنعتی و برای اهداف گوناگونی مورد استفاده قرار میگیرد.
سرپیک از بدنه فلزی دراز تشکیل شده که انتهای آن به منظور سهولت کار خم شده و زاویهدار میگردد تا جوشکار به شکل راحتتری آن را به کار گیرد و نهایتا شعله گاز به شکل کوچک و قابل کنترل از نازل جوش که در انتهای سرپیک واقع شده، خارج میشود تا به قطعه کاری برخورد کند.

قسمت ابتدایی این ابزار از دو لوله تشکیل شده که یکی گاز اکسیژن و دیگری سوخت گازی (به عنوان مثال استیلن) را با خود حمل میکند. این دو لوله به وسیله شلنگ به مخزن گاز متصل هستند. جوشکار میتواند ترکیب اکسیژن و سوخت را به کمک شیرهای کنترل (رگلاتور) تغییر دهد. گازها پس از عبور از دو شلنگ و شیرهای کنترل، وارد محفظه اختلاط شده و یک مخلوط قابل اشتعال آماده میگردد. هنگامی که این دو مخلوط شده و مشتعل شوند، یک شعله آبی کوچک تشکیل میدهند. این شعله گرمای کافی برای ذوب کردن موادی همچون فولاد، تنگستن و آلومینیم را دارد.
سرپیک بین دو قطعه فلزی قرار داده شده، به فلزات گرما میدهد، و هنگامی که دمای فلزات به دمای ذوب آنها میرسد، ایجاد جرقه میکند. تنها چند ثانیه زمان لازم است تا فرآیند ذوب شدن و جوش خوردن فلزات آغاز گردد. سرپیک در طول سطح دو قطعه حرکت داده شده، آنها را ذوب میکند و یک پیوند قوی بین آنها شکل میگیرد. گاهی تجهیزاتی همچون فن و یا مکنده دود در کنار سرپیک استفاده میگردند تا دودهای مضر را از جوشکار دور نگه دارند.
انواع سرپیک جوش در جوشکاری گازی
برای جوشکاری گازی دو نوع عمده سرپیک وجود دارد؛ نوع اول سرپیک فشار بالا و نوع دوم سرپیک فشار پایین یا انژکتوری.
-
سرپیک فشار بالا:
در سرپیک فشار بالا، اکسیژن و استیلن هر دو با فشار بالا با یکدیگر مخلوط شده و در نازل انتهای سرپیک مشتعل میشوند. این مدل سرپیک چهار جز اساسی دارد: بدنه، شیرهای دستی، محفظه اختلاط و نازل جوش. طراحی سرپیک فشار به گونه ایست که لازم داریم تا اکسیژن و استیلن هردو فشار کافی برای ورود به محفظه اختلاط را داشته باشند. شیرهای کنترل میتوانند از نوع شیر توپی یا شیر سوزنی باشند که برای قطع و وصل جریان ورود گازها و یا تنظیم دبی آنها مورد استفاده قرار میگیرند. هرچه ضخامت قطعاتی که قرار است جوش بخورند بیشتر باشد، نیاز به مصرف گاز بیشتر بوده و شعله بزرگتری باید تشکیل شود. قطعات مختلف سرپیک از موادی همچون برنج، آلومینیم و فولاد لکه ناپذیر ساخته شده و با روش رزوه کاری و لحیم سخت به همدیگر متصل میشوند. در طراحی سرپیک جوش، باید اندازه محفظه اختلاط و نازل جوش متناسب باشند، در صورت نیاز به تغییر سایز یکی از آنها، سایز دیگری نیز باید به تناسب تغییر کند. روی نازل جوش گاهی سوراخهای مربوط به اریفیس وجود دارند که کار کاهش فشار سیال خروجی را انجام میدهند تا کنترل بهتری روی شعله نهایی صورت بگیرد. نازل جوش را معمولا از جنس مس میسازند ولی در برخی موارد از جنس نیکل ساخته میشود تا حرارت را بهتر از خود عبور داده و خنک بماند. قطر نازل جوش براساس مقدار گرما و شعله مورد نظر متغیر است. در برخی موارد قطعهای به نام مخلوط کن نازل، به نازل جوش متصل میشود و کار آن اطمینان از ترکیب درست اکسیژن و سوخت قبل از شکل گیری شعله است. برخی سرپیکها قابلیت چرخش یا خم شدن به منظور دسترسی به نقاط دشوار (مانند جوشکاری در عمق یک حفره یا اتصالات زاویه دار) را دارند. شلنگهای واسط بین سرپیک و مخزن گاز باید صرفا برای این کاربرد ساخته شده باشند. این نوع شلنگها باید محکم، سبک، بدون تخلخل، دارای طول کافی و قابلیت انعطاف مناسب به منظور تحرک آسان سرپیک و تحمل گاز با فشار بالا را داشته باشند. لاستیکی که در آنها به کار میرود باید در طول فرآیند ساخت گوگرد زدایی شده باشد تا از وقوع انفجارهای ناگهانی در اثر ترکیب آن با سوخت گازی پیش گیری به عمل آید. همچنین باید به گونهای ساخته شوند که در معرض حرارت قرار داشتن برای مدت طولانی موجب خرابی آنها نگردد.
-
سرپیک انژکتوری:
این مدل سرپیک شباهت ظاهری زیادی به مدل فشار بالا دارد، درحالی که ساختار داری آن تا حدودی متفاوت است. مشخصه اصلی سرپیک انژکتوری در توانایی کارکرد آن با استیلن فشار پایین است. به کمک انژکتور فشار کم استیلن در طول فرآیند ثابت میماند و دستخوش تغییرات زیادی نمیگردد. ایرادی که در سرپیک فشار بالا وجود دارد این است که همیشه بخشی از استیلن درون محفظه باقی مانده و انفجار حاصل از پدیده برگشت شعله (در اثر نبود تناسب بین فشار اکسیژن و فشار استیلن اتفاق میافتد) رخ میدهد. مزیت اصلی انژکتور در جلوگیری از وقوع این پدیده و کاربری امنتر و بهینهتر جوشکاری گازی است. همانگونه که در شکل دیده میشود، اکسیژن در طول مسیر خود حرکت کرده، وارد یک مسیر باریک (جت) میشود و در میانه راه، به کمک انژکتور استیلن را با خود همراه میکند. مواد مورد استفاده در سرپیک فشار پایین و شیوه کار با شیرهای کنترل معمولا تفاوتی با نوع فشار بالا ندارد. البته در این شرایط فشار اکسیژن مصرفی نسبت به مدل قبلی باید بیشتر باشد تا فشار کم استیلن را جبران کند.
تفاوت تورچ جوشکاری با سرپیک جوشکاری
اصلی ترین تفاوتی که در میان تورچ جوشکاری و سرپیک وجود دارد این است که تورچ جوشکاری با کمک اینورتر و گاها گاز محافظ استفاده می شود اما سرپیک با جریان مستقیم گاز مورد استفاده قرار می گیرد که اصطلاحا به آن جوش گازی نیز گفته می شود. از دیگر تفاوت هایی که میان این دو وجود دارد این است که ترچ جوشکاری با کمک سیم جوش و الکترود فرایند اتصال را تکمیل می کند اما در سرپیک چنین قابلیتی وجود ندارد.
نکات مهم حین استفاده
لازم است هنگام شروع کار و روشن کردن شعله، ابتدا شیر استیلن باز شود سپس اکسیژن، و در انتهای کار برای خاموش کردن شعله، ابتدا شیر اکسیژن بسته شده و سپس استیلن بسته شود. ترتیب برعکس این فرآیند میتواند موحب آسیب رساندن به سرپیک شود.
زاویه کار به سرپیک بسیار حائز اهمیت میباشد. اگر حین جوشکاری زاویه آن به گونهای باشد که با خط شیاری که از قبل جوشکاری شده زاویه تند (کم تر از ۹۰ درجه) بسازد، شیار (خط اتصال) جوش حاصل شده کم عمقتر و عریضتر خواهد بود. حال اگر زاویه به گونهای باشد که با شیار زاویه باز (بیش تر از ۹۰ درجه) بسازد، شیار جوش حاصل شده عمیقتر بوده و عرض آن کمتر خواهد بود.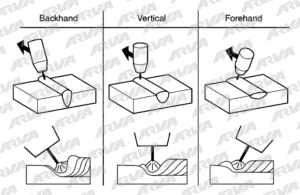
جمع بندی
انواع مختلف سرپیک و کاربردهای آن شرح داده شد، اجزای سازنده آن یک به یک گفته شده و نقش هرکدام در فرآیند جوشکاری بیان شد. همچنین در مورد نکات طراحی و نکات استفاده از این قطعه تحت شرایط مختلف بحث شد. امیدواریم مطالعه این مقاله برای فهم عمیق خواننده از شیوه کار این قطعه مفید واقع شود.