
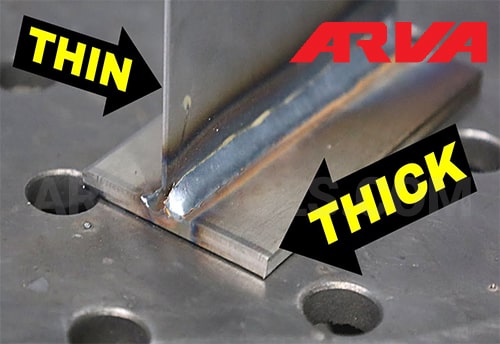
جوشکاری ورق نازک فرآیندی پیچیده و دقیق است که در آن دو یا چند قطعه فلز با ضخامت کمتر از 3 میلیمتر به یکدیگر متصل میشوند. این روش به دلیل حساسیت بالا و نیاز به کنترل دقیق گرما، در صنایع مختلفی نظیر خودروسازی، لوازم خانگی، تجهیزات پزشکی و ساختمانسازی کاربرد دارد.
در این مقاله به بررسی کامل روشهای مناسب جوشکاری ورق نازک، نکات کلیدی، انتخاب ابزار و همچنین معرفی محصولات مرتبط میپردازیم. در ادامه با ما همراه باشید.
نکات کلیدی در جوشکاری ورق نازک
به دلیل ظرافت و دقت بالای موردنیاز در جوشکاری ورق نازک، این فرایند چالشهایی به همراه دارد. موارد زیر از نکات حیاتی در اجرای صحیح جوشکاری ورق نازک هستند:
-
کنترل گرمای ورودی: گرمای زیاد میتواند موجب سوختگی، تاب برداشتن یا ایجاد سوراخ در ورق شود. در مقابل، گرمای کم منجر به اتصال ضعیف خواهد شد.
-
انتخاب ابزار مناسب: دستگاهها و تجهیزات جوشکاری باید قابلیت تنظیم جریان و کنترل دقیق داشته باشند.
-
تمیز کردن سطح: هرگونه آلودگی، زنگزدگی یا چربی باید از سطح ورق پاک شود تا کیفیت جوش بالا برود.
روشهای جوشکاری مناسب برای ورق نازک
1. جوشکاری MIG (Metal Inert Gas)
جوشکاری MIG یکی از بهترین گزینهها برای اتصال ورقهای نازک است. این روش به دلیل سهولت در استفاده و دقت بالا، مناسب جوشکاران مبتدی و حرفهای است.
نکات کلیدی جوشکاری MIG:
-
استفاده از سیم جوش با قطر کم (0.023 تا 0.024 اینچ).
-
استفاده از گاز محافظ آرگون یا ترکیبهای مشابه برای جلوگیری از اکسیداسیون.
-
تنظیم الکترود مثبت برای هدایت گرما به سمت سیم جوش و جلوگیری از آسیب به ورق.
-
اجرای جوشهای کوتاه و سریع برای کاهش خطر تاب برداشتن.
2. جوشکاری TIG (Tungsten Inert Gas)
روش TIG به دلیل دقت بالا و امکان کنترل دقیق پارامترها، گزینهای ایدهآل برای جوشکاری ورقهای نازک است. در این روش از الکترود تنگستن غیراستهلاکی و گاز محافظ (معمولاً آرگون) استفاده میشود.

مراحل جوشکاری TIG:
-
تمیز کردن لبههای ورق.
-
تنظیم دستگاه براساس ضخامت ورق و نوع فلز.
-
انتخاب الکترود مناسب.
-
اجرای جوش با حرکت یکنواخت و کنترل دقیق حوضچه جوش.
3. جوشکاری TIG پالسی
این روش که با نام جوشکاری قوس الکتریکی تنگستن پالسی نیز شناخته میشود، برای اتصال ورقهای نازک بسیار مناسب است. استفاده از جریان پالسی کمک میکند تا گرمای ورودی به حداقل برسد و از ایجاد سوراخ در ورق جلوگیری شود.
مزایای TIG پالسی:
-
کنترل بهتر حوضچه جوش.
-
کاهش خطر تغییر شکل و سوختگی.
-
افزایش کیفیت جوش.
جوشکاری ورق نازک بر اساس جنس فلز
1. ورق نازک استیل
استیل یکی از پرکاربردترین مواد در جوشکاری ورق نازک است. بسته به نوع ورق (مانند 304، 316 یا 430)، روشهای مختلفی نظیر TIG، MIG یا SMAW استفاده میشود. در جوشکاری استیل، انتخاب فیلر مناسب و جلوگیری از تغییر رنگ یا سوختگی اهمیت زیادی دارد.
2. ورق نازک گالوانیزه
ورقهای گالوانیزه به دلیل پوشش روی خود حساسیت بیشتری در جوشکاری دارند. استفاده از گاز محافظ آرگون و الکترودهای با سرعت بالا در این نوع جوشکاری ضروری است. همچنین، قرار دادن ورق مسی در زیر قطعه به کاهش انتقال گرما کمک میکند.
3. ورق نازک آلومینیوم
آلومینیوم به دلیل نقطه ذوب پایین و رسانایی بالا، چالشهای خاصی در جوشکاری ایجاد میکند. روشهای TIG و MIG از بهترین گزینهها برای جوشکاری ورقهای آلومینیومی هستند. جوشکاری لیزری نیز برای این نوع فلزات کاربرد دارد، اما هزینه تجهیزات آن بالا است.
ابزارهای مناسب برای جوشکاری ورق نازک
دستگاههای جوشکاری پیشنهادی:
برای جوشکاری ورق نازک، دستگاههایی که امکان تنظیم دقیق جریان و ولتاژ را فراهم میکنند، ایدهآل هستند. اینورترهای آروا مدل 2175، 2176 و 2177 با قابلیتهای زیر، انتخابی عالی محسوب میشوند:
-
تنظیم جریان.
-
خاصیت ضد چسبندگی.
-
مناسب برای جوش TIG، MIG و MMA.
الکترود مناسب:
انتخاب الکترود به موارد زیر بستگی دارد:
-
جنس و ضخامت ورق.
-
روش جوشکاری.
-
نیاز به فیلر.
مزایای خرید ابزار جوشکاری از آی ام سی مارکت
آی ام سی مارکت به عنوان مرجع تخصصی آهن و ابزارآلات صنعتی، مزایای زیر را برای مشتریان فراهم میکند:
-
تنوع محصولات: ارائه دستگاهها و ابزارهای متنوع از برندهای معتبر.
-
ضمانت کیفیت: تضمین اصل بودن کالا و کیفیت بالا.
-
مشاوره تخصصی: راهنمایی در انتخاب بهترین ابزار متناسب با نیاز.
-
قیمت رقابتی: ارائه محصولات با قیمتهای مناسب و رقابتی.
-
خرید آنلاین آسان: امکان بررسی، مقایسه و خرید اینترنتی ابزارآلات با جزئیات کامل.
برای خرید دستگاهها و ابزارهای جوشکاری یا دریافت مشاوره رایگان، به سایت آی ام سی مارکت مراجعه کنید. این سایت مرجع تخصصی آهن و ابزارآلات صنعتی است که تمامی نیازهای شما را برآورده میکند.
بیشتر بدانیم! :
- بررسی و معرفی جامع بتن کن و چکش تخریب
- آشنایی با ابزار همه کاره + کاربردها
- افزایش طول عمر ابزار آلات + 11 نکات مهم
- راهنمای جامع خرید انواع ابزار آلات
- معرفی انواع ابزار آلات صنعتی + قیمت و گارانتی
- مهمترین ابزار آلات ساختمانی و کاربرد آنها
پیشنهاد محصول:
جهت مشاهده دیگر ابزار آلات صنعتی و برای استعلام موجودی و قیمت کلیک کنید : IMC Market | مرجع تخصصی آهن و ابزارآلات صنعتی
منبع: وبسایت ابزارآلات آروا